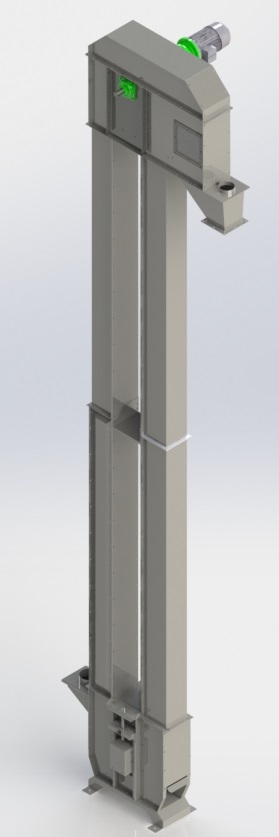
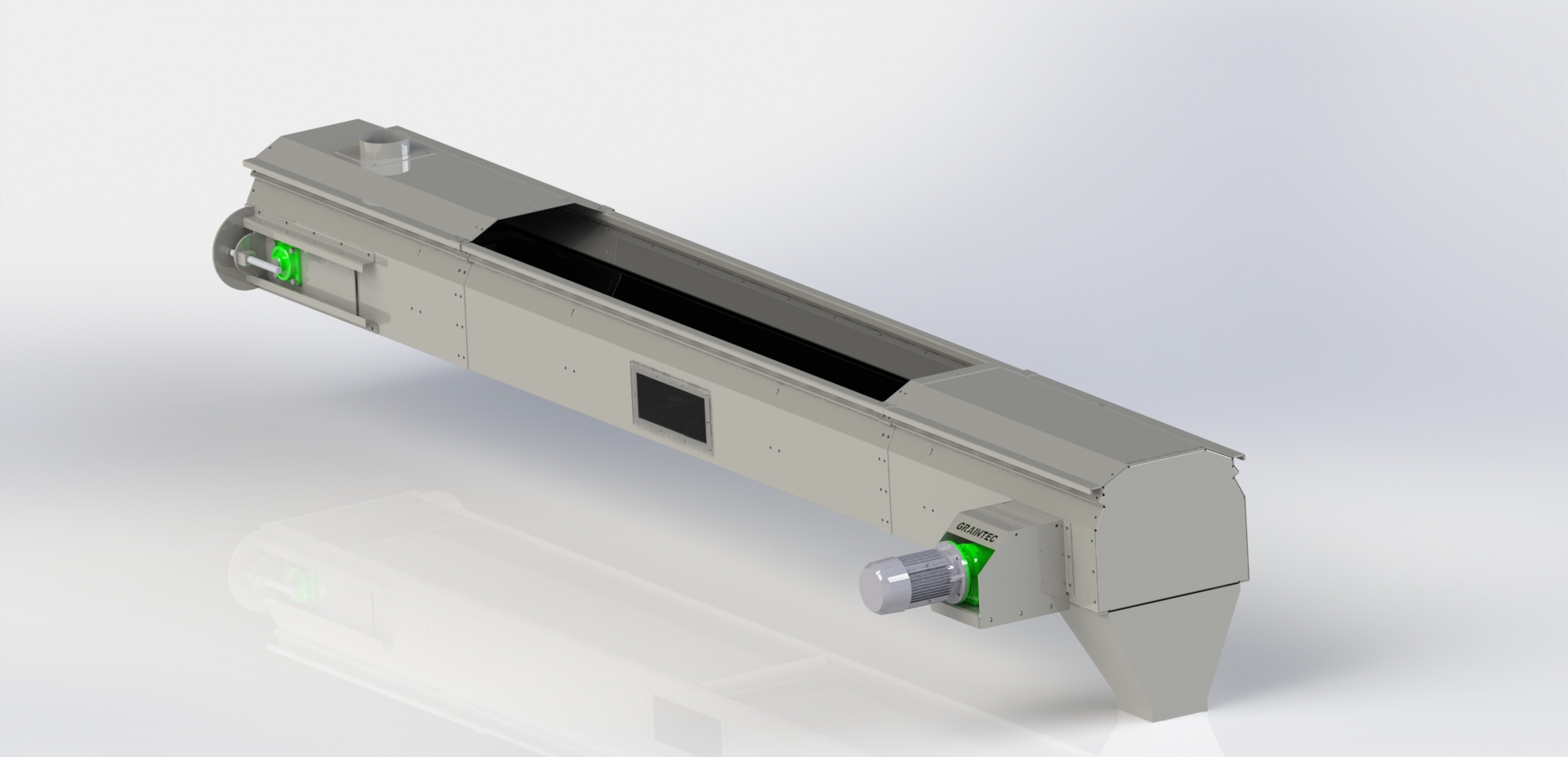
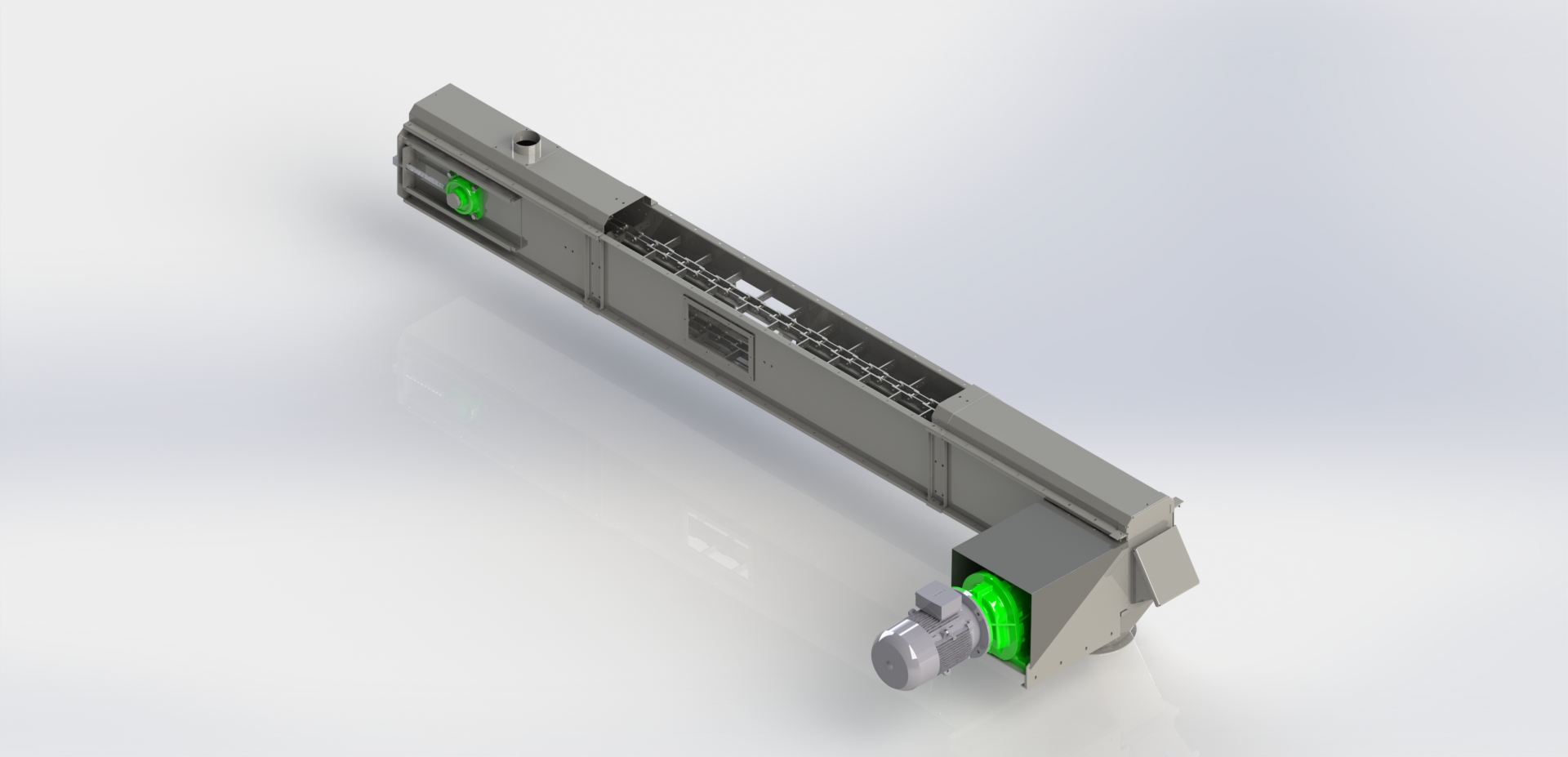
Conveying
Our conveying equipment handles a vast variety of bulk materials, ranging from raw material to finished products.
A wide selection of standard accessories can be supplied to meet the demands for industrial use, as well as round-the-clock operation, product characteristics and geographical conditions.